Product Features Description
Production Process | Punch first and then form |
Production line staffing | An automatic line is equipped with 2 people |
Total length of equipment (length*width) | About 52m*4m |
Total equipment power | About 125kw (excluding packaging) |
Number of roller paths | 19 channels according to configuration requirements |
characteristic |
1. High degree of automation, saving labor costs 2. The equipment occupies a small area. One equipment only needs to occupy an area of about 52 meters long x 4 meters wide. 3. High yield, low defective rate and strong stability 4. It can produce a wide range of plate shapes, and the computer automatically changes shapes. It can make C-shaped and U-shaped steel without changing rollers. The production efficiency is greatly improved, and the finished product efficiency per minute can reach up to to 20-30 meters 5. Only 2 people are needed for staffing and the workload of employees is greatly reduced, which greatly improves the corporate image. |
Production line layout diagram

(1) The equipment layout is reasonable, the safety passage is smooth, the layout is in a straight line, point to point, the logistics layout is reasonable, the equipment adopts a symmetrical layout, one person can take care of the work of multiple processes of multiple production lines at the same time
(2) The area is reasonable and the technology is mature. Similar production lines in developed countries use this production process. This process is simple and has simple operation steps. It simplifies the tedious processes and greatly reduces the probability of equipment failure. The equipment becomes more mature and stable.
(3) Facilitate employee communication: The production lines are closely arranged, making it easy to notify surrounding colleagues when quality problems are discovered.
(4) Equipment configuration production line management system to manage production process equipment data. There is a data interface with the factory ERP management system to balance the work: incoming and outgoing employees perform their own duties, which not only has a clear division of labor but also ensures output.
Production process
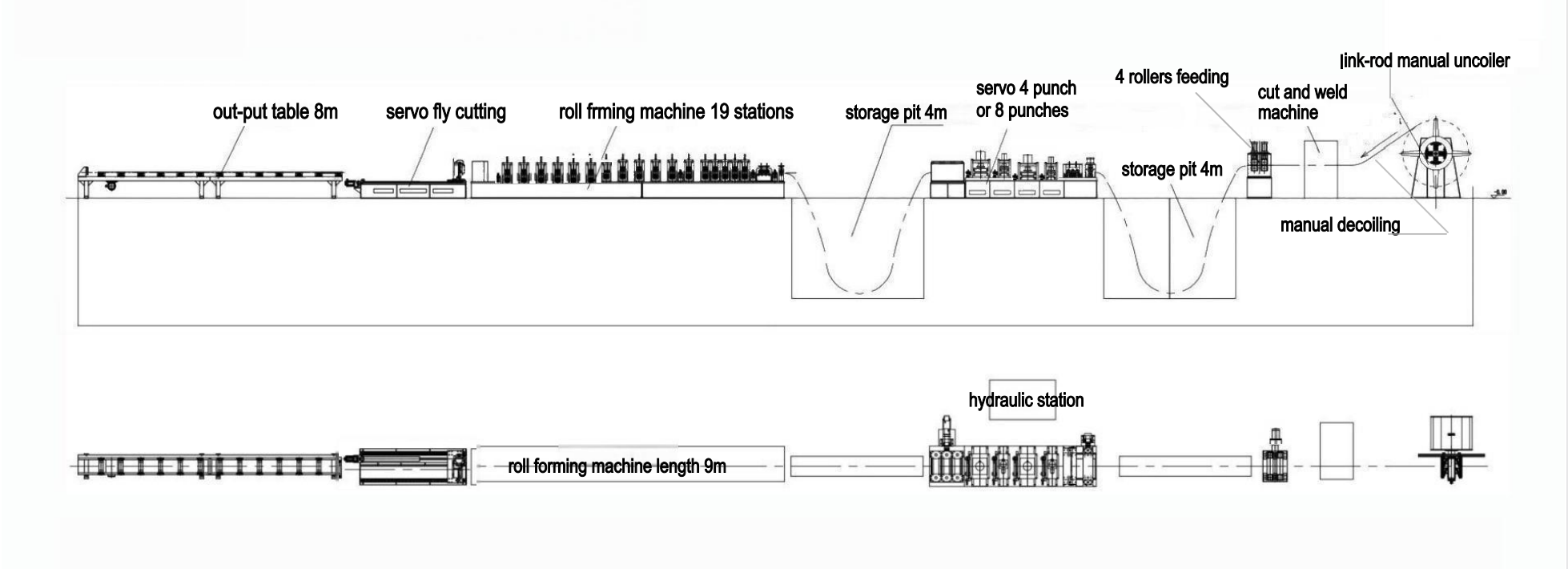
Output roller table ← Servo tracking and cutting ← Forming host ← Storage pit ← Servo pulling ← Servo punching ← Sheet leveling ← Storage pit ← Servo feeding ← Shearing butt welding ← Uncoiling
Fully automatic photovoltaic bracket production line flow chart
Production line analysis: adopt channel type direction, set at the entrance
The raw material area is convenient for loading and unloading, and finished products are placed behind the production line.
Temporary storage area, production and packaging of finished products
Then transported by forklift to finished product storage warehouse
Hydraulic automatic discharge | shear butt welding | Servo leveling and feeding |

| 
| 
|
Eight-station hydraulic punching unit | Molding host | Servo hydraulic tracking shear unit |

| 
| 
|
Production technical parameters
Technical requirements items | Technical Parameters |
Control System | The entire line adopts PLC control, LCD touch screen and human-machine interface |
Rolled strip thickness | 1.0-3.0mm |
Rolled strip material | Q195-Q355-cold and hot-rolled strip steel, galvanized sheet or zinc-aluminum-magnesium |
Rolling specifications | C-shaped steel 60-160mm |
Rolled strip width | 100-350mm |
Rolled strip coil inner diameter | 508mm |
Rolled strip coil outer diameter | 1300mm to 2000mm |
Maximum weight of rolled strip coil | 7 tons |
Maximum length of finished product that can be processed | 0.3m-12m |
Rolled workpiece straightness error | ≤±1mm/6000 mm |
Rolled workpiece angle error | ≤±0.5 degrees 6000mm |
Rolled workpiece fixed length error | ≤±1mm/6000mm |
Punching position deviation (longitudinal) | ≤±2mm |
Punching position deviation (lateral) | ≤±1mm |
Uncoiler machine

1. Using pneumatic pressure arm, the material roll will not spread out during rotation
2. There are baffles on both sides of the roll, so the roll will not unravel.
3. Slider expansion: Strong and durable, more durable than ordinary hinge expansion
4. The turntable is made of steel plate with a thickness of 48 mm, which will not deform after tightening.
5. The rotating spindle is made of 40Cr, which is more durable than ordinary materials.
6. The expansion is done by a rotating oil cylinder to ensure that it does not follow the rotation.
7. The pneumatic brake disc adopts a reinforced structure and will not break during emergency braking.
8. The clutch is made of 40Cr, which is heat treated, tempered and quenched for better strength.
9. The rotation is driven by a double-row 20A chain. Single-row chains are generally available on the market.
10. It has forward and reverse functions and can be used to collect and unload materials.

Product number | XY-400DH |
Effective weld length | ≤300mm |
Effective cutting length | ≤300mm |
Weld bead front and back back gas protection | Front and back protection device |
Applicable workpiece thickness | 1.0-3.0mm |
Welding speed range | 500~1500mm/min |
Forms of work | Hydraulic shearing, hydraulic pressure and shearing can not remove the waste ring |
Walking accuracy | 0.10mm |
Hydraulic shear | 5-15Mpa |
Equipment size | 1400*950*1680 |
Power supply | 380V AC |
1. Equipment usage: Automatic equipment suitable for cutting and butt welding of various metal plate materials.
2. User workpiece parameters and process requirements Customer workpiece parameters:
Material: plain carbon steel/zinc aluminum magnesium
Plate width: ≤400mm
Plate thickness: 1.0mm-3.0mm
3. Welding seam form: butt welding, the workpiece does not move, and the welding gun is welded by walking;
Cutting method: hydraulically driven cutting, with positioning device.
4. Welding requirements: The base metal is required to be straight, and oil and debris should be removed before welding to ensure the smooth progress of batch automatic welding.
5. Welding form: The hydraulically driven pressure plate is used to press the workpiece and the welding gun is moved for welding; there is a protective plate at the pressing part, and a protective cover during welding to prevent welding slag from splashing and glare from strong light.
Eight-station punching mechanism
1. The equipment uses a 22KW servo motor to simultaneously drive the rollers through a planetary reducer to pull the steel belt. The traction force is stronger and does not slip. It enables the molds in multiple sets of mold racks to be punched continuously according to programming, improving work efficiency.
2. The punching before forming is adopted, so that the punching constraint is small, and a variety of plate types can be punched. Multi-station punching is used, the punching speed is fast, it can adapt to multiple layouts, and the precision is high.
The damping component adopts a structure that combines seven rollers (three upper and four lower) and air-pressure disc brakes, making it more accurate to adjust during the working process and improving product quality. The feed guide adopts the structure of a single screw rod with positive and negative teeth, which is more convenient and quick to adjust.
The main structure of the mold frame adopts a mortise and tenon structure and is connected through high-strength hexagonal screws, which has higher precision and a more reliable structure. The mold frame is made of 45 steel, which is durable and stable. The cylinder rod and cylinder joint are positioned through pins to ensure that the threads between them are not easy to loosen.
3. The position of the mold in the positioning groove can be accurately adjusted according to actual needs by adjusting the handwheel. Adding centering side vertical rollers, automatic centering guide, and high punching position accuracy.
Four. The mold adopts a drawer-type structure, which is simple to load, unload and replace the mold. It has high versatility and is easy to replace the mold. You can make C/U-shaped steel by changing the mold.
five. All hydraulic mold bases are mounted on linear guide rails and are longitudinally adjustable through racks, and the base of the mold base is equipped with a locking device.
Molding host machine
Rolling raw materials: thickness 1.0-3.0mm.
Main motor power: 25kw servo motor.
Number of molding passes: 19.
Rolled specifications; C60mm-C160mm; can produce CU section steel.
Roll material: GCr15/Cr12mov
Host structure: overall frame, cold-formed arch structure.
Transmission system: chain transmission.
Spindle diameter: 70mm/80mm, 40Cr tempered.
Bearings: heavy-duty domestic brand bearings.
Servo tracking and cutting device
Cutting method: servo tracking, forming hydraulic miscut mold cutting.
Control method: The whole machine adopts PLC control.
Cutting length accuracy: ±1mm.
Hydraulic station motor: 11kw.
Tracking and cutting speed: ≥35m/min.
Ball screw: High-precision Taiwan Shangyin linear guide.
Cutting length: Continuously adjustable within 0.3-12 meters.
Chasing shear motor power: 5.5kw servo.
Cutoff control: computer, floating point parameter system.
Human-computer interaction: color LCD touch screen.
Solenoid reversing valve: Beijing Huade.
Electro-hydraulic reversing valve: Beijing Huade.
Solenoid relief valve: Beijing Huade.